




 微信
微信 新浪
新浪 在汽车产业“新四化”浪潮下,传统“设计-试制-验证-修改”串行研发模式因设计与制造脱节,导致研发周期冗长、成本高昂,本文据此提出“设计-验证并行”开发模式,构建面向设计制造一体化的可制造性智能检查体系,该并行模式彻底打破“先设计后验证”的串行弊端,将可制造性检查嵌入设计全流程,在数模迭代时同步触发尺寸、装配、工艺等验证,实现“设计更新即检查启动、问题发现即优化”;研究同时构建“功能-软件”双层架构,功能层围绕尺寸精度、安装可行性等五大维度设置协同模块以确保验证全覆盖,软件层依托低代码、数模轻量化技术将整车数模加载时间压缩至分钟级、新功能开发周期缩短50%以上,通过钣金冲孔评估、连接器手部空间验证、DMU运动仿真三大案例,阐述并行模式下关键算法与自动化流程,最后展望体系向智能决策、协同验证的发展方向,为汽车研发数字化转型提供技术路径与实践范本。
1 前言
1.1 研究背景与意义
随着汽车产业“电动化、智能化、网联化、共享化”转型加速,市场对车型迭代速度、制造成本及产品质量的要求持续升级,而传统“设计-制造-验证”串行研发模式的弊端也随之愈发凸显——设计环节侧重功能实现,与制造工艺、装配可行性等需求脱节,导致设计方案完成后需经物理样机试制才能暴露问题。当前,正处于以深度学习、大数据为核心特征的人工智能第三次发展浪潮,如图1所示,为破解上述难题提供了前所未有的技术契机。人工智能技术正驱动研发模式从依赖经验的传统流程,向基于数据与算法的智能化、并行化方向深刻变革。
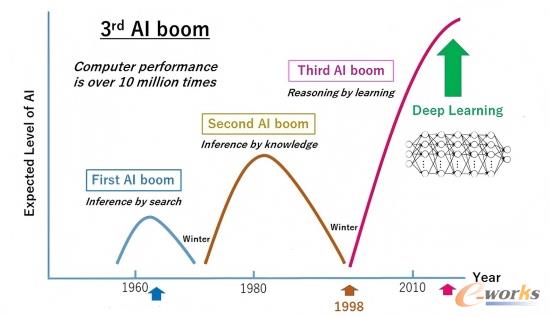
图1 人工智能的第三次发展浪潮
可制造性检查作为衔接设计与制造的核心纽带,需在概念设计阶段即融入制造工艺、成本控制、装配可行性等约束条件,实现“一次设计即满足全流程需求”。其体系化构建不仅能提前规避制造风险,更能推动设计制造一体化落地,为汽车产业数字化转型提供关键技术支撑,对提升企业核心竞争力具有重要现实意义。
1.2 国内外研究现状
面对这一行业共性挑战,可制造性检查作为衔接设计与制造的核心纽带,其价值日益凸显。它要求在设计概念阶段即充分考虑工艺可行性、成本控制和装配便捷性等约束条件,从而提前规避制造风险。尽管国外领先车企已普遍采用数字化工具进行仿真与数据分析,但其解决方案往往依赖于商业软件生态,存在定制化难、集成度不足的局限。国内自主品牌虽然在此领域的重视度不断提升,但在算法自研与全流程一体化解决方案构建方面仍存在差距。
作为上汽通用汽车的核心研发机构,泛亚汽车技术中心经过多年的数字化战略转型,已构建了较为成熟的知识工程平台,积累了覆盖数百类零部件与数十种工艺的专家系统工具,为本研究的开展奠定了坚实基础。本文正是在此背景下,着眼于突破传统检查模式“信息流转不畅、知识复用不足、效率与精度失衡”三大症结,致力于探索一套体系化的智能检查方法,旨在通过架构创新与技术实践,推动研发模式向真正的一体化、智能化方向演进。如图2所示。

图2 专家系统工具
2 设计制造一体化的可制造性检查体系架构设计
2.1 全流程需求覆盖的系统化框架
为破解传统检查模式“碎片化、经验化”的局限,可制造性检查功能架构以“设计制造需求全衔接”为核心目标,构建“五大功能模块协同联动”的系统化框架。该框架并非孤立模块的简单叠加,而是围绕“尺寸精度-安装可行性-工艺适配性-结构合理性-成本效率”五大核心维度,形成覆盖整车研发全流程、多领域的闭环检查体系,如图3所示。

图3 软件开发架构
从功能定位来看,五大模块分别承担不同的核心职责:尺寸与公差分析模块作为“精度把控核心”,确保设计尺寸与制造公差的合规性,为后续装配与工艺实施奠定基础;安装检查模块聚焦“装配可行性验证”,通过虚拟仿真提前规避实际装配中的操作障碍与干涉问题;制造工艺能力模块充当“工艺适配桥梁”,打通设计方案与制造工艺的技术壁垒,确保设计可落地、可量产;设计结构检查模块作为“结构优化支撑”,从根源上优化零部件设计结构,减少因结构不合理导致的工艺缺陷;成本与效率模块则以“经济性管控”为导向,通过材料利用率优化等手段实现研发成本与生产效率的平衡。
五大模块通过数据互通与逻辑联动,实现“从设计参数输入到制造风险输出”的全流程覆盖。例如,尺寸与公差分析模块输出的零部件精度数据,可为安装检查模块的装配仿真提供基础参数;设计结构检查模块识别的结构缺陷,可同步反馈至制造工艺能力模块,辅助判断工艺调整可行性。这种协同机制打破了传统单一领域检查的局限,实现了“设计-制造”需求的深度融合。
2.2 软件架构
智能化知识工具平台管理体系实现对海量数据和知识的分析、挖掘和应用,提高零件研发处理的效率和质量。同时集成了多种技术和资源,包括数据管理、知识管理、流程管理等,以及与其他系统内外的协同工具和应用程序接口(API)的集成,实现多元化管理和应用服务,如图4所示。
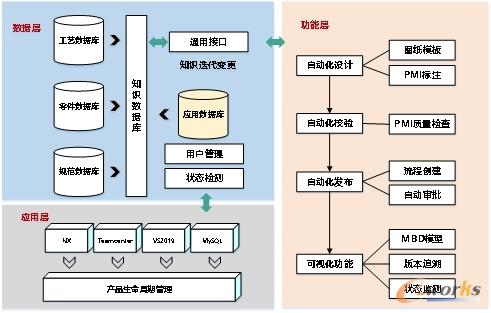
图4 智能化知识工具平台架构
为保障功能架构的高效落地,软件架构以“低代码集成、轻量化运行”为核心设计理念,构建“业务逻辑层-功能模块层-软件服务层-开发架构层”四层集成化支撑体系,如图5所示。该架构并非单纯的技术堆砌,而是从“业务需求-技术实现-落地效率”三个维度出发,解决传统软件“定制化难、运行效率低、跨系统协同弱”的痛点。
从架构逻辑来看,四层结构呈现“自上而下需求传导、自下而上技术支撑”的闭环关系:业务逻辑层作为“规则核心”,整合可制造性检查的知识规则与算法模型,将分散的工艺经验转化为标准化、可复用的数字规则,解决传统检查“知识碎片化”问题;功能模块层作为“工具载体”,提供数模轻量化、检查进度管理、结果可视化等核心工具,将业务逻辑转化为可操作的功能,大幅降低工程师操作门槛;软件服务层作为“协同中枢”,通过权限管理、数据管理、接口服务等功能,实现跨部门、跨系统的数据互通与协同,解决传统软件“信息孤岛”问题;开发架构层作为“扩展基础”,基于自研SDK构建低代码平台,支持企业快速定制化开发,解决传统软件“迭代慢、适配性差”的问题。

图5 可制造性检查软件四层集成化支撑体系架构
该软件架构的核心价值在于“轻量化与集成化的平衡”:通过数模轻量化技术将整车级数模加载时间从小时级压缩至分钟级,降低硬件资源消耗;通过低代码开发平台将新功能开发周期缩短50%以上,满足不同车型、不同工艺的定制化需求;通过通用接口服务实现与CAD、MES、PLM等系统的无缝对接,打通“设计-制造”数据链路。这种设计既保障了系统的运行效率,又提升了业务的适配性与扩展性,为设计制造一体化提供了稳定、高效的技术支撑。
3 可制造性检查体系的工程应用案例?
3.1 钣金冲孔可制造性评估?
车身钣金件(如侧围外板、车门内板)因包含大量翻边结构与冲孔特征,其可制造性评估需围绕冲压可行性、尺寸合规性、工艺兼容性展开,涵盖正冲孔可行性、孔间距、孔到修边线距离、孔到侧壁距离及冲压斜楔干涉等关键参数检查,如图6所示,而传统模式下该工作依赖制造工程师手动完成,存在显著痛点:单车型侧围外板单次全维度检查需5个工作日,且需在各项目节点重复执行,数模迭代后还需追加检查,严重挤占研发周期;同时,车身零件孔特征超千个,部分孔位因结构遮挡难以识别,人工检查易因经验差异导致参数误判,进而引发工序漏报或非标准备件采购,增加设备投资与库存成本,因此亟须一套具备特征自动识别、参数智能检查、工艺方案优化及报告自动生成能力的数字化工具。?
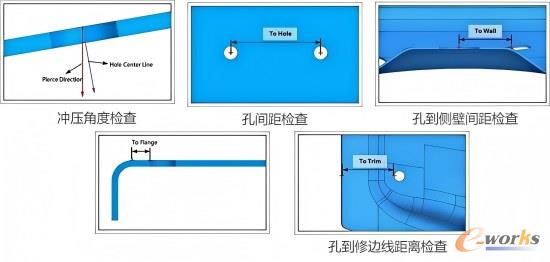
图6 钣金冲孔可制造性评估关键参数检查示意
基于前文软件架构的“业务逻辑层-功能模块层”技术支撑,钣金冲孔可制造性评估工具以“特征自动识别算法+规则库驱动检查+人机协同优化”为核心构建技术方案:通过三维数模几何拓扑关系自动识别所有冲孔、翻边面与修边线,识别准确率达98%以上,同时开放人工调整入口供工程师增删修正特征,确保基础数据可靠;内置钣金冲压工艺规则库,自动执行基础尺寸合规性检查(验证孔间距、孔到侧壁距离等参数)、冲压可行性判断(区分正冲与侧冲类型),并在专属子界面分类展示检查结果,支持一键导出含参数明细与优化建议的标准化报告;针对侧冲类冲孔,工具还能根据孔位参数自动匹配短斜楔、长斜楔等工装并完成虚拟装配,通过碰撞检测算法实时检查干涉情况,若存在冲突则自动调整斜楔角度(±5°范围),同时支持人工微调,干涉检查与优化效率极大提升。?
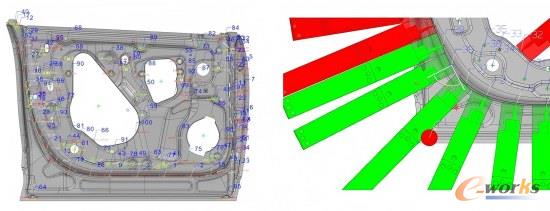
图7 斜锲自动布置、检查及优化
3.2 连接器手部空间自动化评估
连接器作为整车电气系统的核心纽带,其安装可行性直接影响总装效率与设计落地性。随着智能汽车电气架构升级,单车型连接器数量已超500个,且多分布于仪表盘下方、底盘舱等狭小隐蔽区域,安装过程中手部操作空间的合理性成为关键控制点——若空间不足,不仅会导致工人无法完成插拔、紧固等操作,还可能引发后期设计变更。传统模式下,工程师需依赖经验判断手部空间,缺乏量化评估手段,常出现“设计阶段未发现问题、试装阶段暴露缺陷”的被动局面,额外增加设备返工与工时成本。因此,构建基于数字化仿真的连接器手部空间自动化评估工具,成为提前规避装配风险、保障设计与制造衔接的核心需求。?
工具以“接插件数据库为基础、特征识别为核心、坐标系匹配为手段”构建技术方案,实现从特征提取到模型装配的全流程自动化,如图8所示。工具首先集成企业级接插件库,通过三维数模特征识别算法,基于“connector”标识与矢量坐标属性(x,y,z)自动识别整车所有连接器特征;针对识别出的特征,系统优先从数据库调取预存的安装坐标,自动分析其几何参数并补充至数据库,形成“识别-匹配-补全”的闭环数据支撑。在模型装配环节,工具复制BOM表装配结构,将连接器位置替换为标准化手部模型,通过坐标系精准匹配实现装配:以接插件端口线矢量为+Z轴、包容盒长方向为+Y轴确立安装坐标系,采用Csys To Csys方式计算转换矩阵,将手部模型按“指尖+Z、大拇指+Y”的标准姿态装配至连接器中心位置,如图9所示,同时支持按BOM结构重建组件并关联原始数模信息,确保仿真场景与实际装配逻辑一致。?
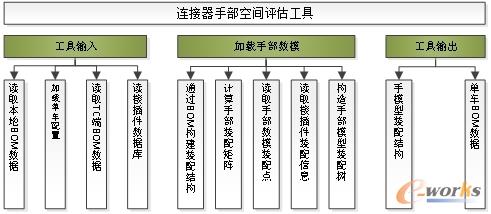
图8 连接器手部空间评估工具流程
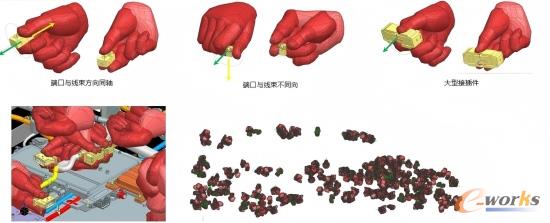
图9 接插件手部模型安装方式
工具应用后,整车接插件安装评估成效显著:单车型500余个连接器的手部空间评估时间从传统人工2周缩短至4小时,数模迭代后的追加评估可在1小时内完成,效率提升超90%。通过数字化仿真提前识别出仪表盘下方连接器手部操作空间不足、底盘区域连接器工具干涉等典型风险,且均在设计冻结前完成优化,避免了试装阶段的设计变更。该案例验证了可制造性检查体系在人机工程领域的适配性,为电气类零件的装配可行性评估提供了标准化技术路径。
3.3 DMU运动仿真
间隙与干涉问题是汽车研发中引发设计返工与成本超支的关键诱因,据行业统计,单车型因零部件运动干涉导致的开发成本增加可达数百万元,且易造成上市延期。数字样机(DMU)技术作为虚拟环境下的间隙验证核心手段,能在设计阶段提前暴露动态干涉风险,避免物理样机阶段的大规模返工。
而传统DMU分析存在显著局限:依赖工程师手动切换模块、定义运动参数,且全参数迭代时的重复计算导致效率低下,单运动部件仿真常耗时数小时,难以适配频繁的数模更新需求。因此,构建基于NX运动仿真模块的自动化DMU检查工具,实现“参数化建模-动态仿真-间隙校核”的流程闭环,成为提升设计可靠性、压缩开发周期的核心技术路径。以“NX运动仿真为内核、MFC接口为桥梁、智能触发为优化”构建的自动化工具,实现运动零件动态间隙的高效校核,是最优的解决方案。实现了对零件各种运动过程的分析,并创建出运动过程的包络。DMU运动仿真分析标准流程如图10所示。基于MFC语言开发的建模与运动仿真模块之间的接口实现了数据之间的高效传输与循环优化迭代。
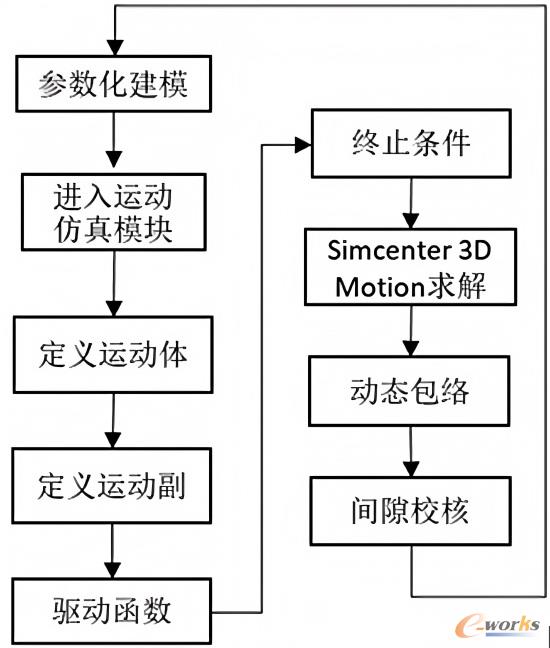
图10 DMU运动仿真流程
DMU运动仿真的目标是对整车运动零件的动态间隙进行校核。以油门踏板的运动仿真过程为例:
模块切换:首先在CAD模块建立踏板的参数化模型,再切换到运动仿真模块,踏板模型及周边零件如图11所示。
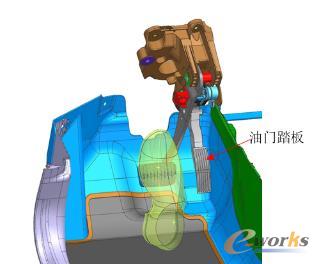
图11 油门踏板参数化模型与周边零件
运动体定义:先将3D脚与油门踏板及踏板臂定义成运动体,然后创建连杆与运动副。
运动函数定义:驾驶员踩油门的过程,是假人脚首先从离合切换到油门,再踩动油门到最大行程。因此将运动分解成三个过程:第一个过程只有假人脚运动,驱动函数为从车左侧到右侧的转动;第二个过程也只有假人脚的转动,此过程假人脚在竖直平面内运动,直到假人脚与油门踏板接触;第三个过程为假人脚踩动油门到底的过程,这个过程假人脚与踏板都会在竖直平面内转动。
动态包络创建:通过运动仿真模块的追踪功能,记录了假人脚与踏板的运动过程,并创建了运动包络,并输出与周边零件的动态间隙,如图12所示。
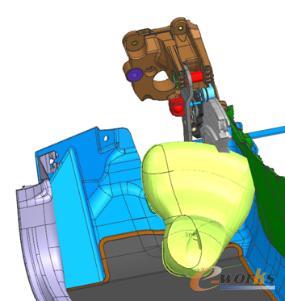
图12 油门踏板的运动过程仿真
值得注意的是通常零件的外轮廓参数会影响到DMU结果,因此软件在CAD/CAE/DMU进行迭代分析时,只有在外轮廓参数发生变更时,才会进行DMU间隙检查,这样既可以提高运行效率又可以最大限度地降低计算机的资源使用。
4 基于业务流的自动化研发设计
为实现可制造性检查从孤立工具向体系化能力的升华,本研究确立了以“业务模型规范化、开发架构标准化、开发流程自动化”为核心的实施路径,如图13所示。该路径的基石是领域业务流模型的构建,通过明确检查范围、梳理递进式业务流程、规范跨专业数据接口、统一关键参数与规则,将模糊的检查需求转化为结构化的执行标准,确保了在不同项目间检查活动的一致性与无遗漏。在此基础上,采用模块化、层次化的思想搭建了领域开发架构,其核心在于将业务逻辑、功能实现与领域知识解耦,形成业务逻辑层、开发层与领域知识库协同支撑的三层结构。这种设计使得新增检查功能时,可直接调用知识库中的标准规则与数据,无需重构整体系统,极大地提升了功能的复用性与扩展效率。

图13 设计可制造性检查体系化落地技术路径
该体系化能力的真正动能来源于基于知识工程的自动化流程。通过将业务规则深度内嵌于算法之中,系统能够智能响应设计变更,例如当零件数模更新后,可自动触发相关的可制造性检查项,并将结果实时反馈给相关工程师。这种“流程自动触发、知识自动匹配、结果自动生成”的模式,不仅将诸如小门系统等复杂部件的单次检查时间从传统的3天大幅缩短至8小时,更关键的是实现了隐性知识的显性化与标准化,降低了对个人经验的依赖,推动了检查工作从“经验驱动”向“数据与规则驱动”的根本性转变,如图14所示。

图14 领域整体开发框架
经过在多个车型项目中的实践验证,本体系展现出显著的综合性效益。在效率层面,钣金冲孔、电气连接器空间评估及DMU动态间隙检查等典型场景的效率平均提升超过85%,极大压缩了研发周期。在成本与质量层面,通过前置风险识别,有效避免了样车试制阶段的重大设计变更。尤为重要的是,基于领域模型的标准化范式使得业务规则复用率高达75%,覆盖超200类零部件,支持了该体系在车身、内饰、电气等多领域的快速推广与复制,为设计制造一体化提供了可复制的成功路径与稳定支撑。
5 结论与展望
本研究成功构建并验证了一套集创新技术架构、高效工程应用与标准化实施模式于一体的可制造性智能检查体系。该体系通过功能与软件的双层架构设计,攻克了传统检查模式碎片化、效率低下的痛点;通过钣金冲孔评估、连接器空间验证等关键技术的突破与典型案例应用,实证了其在提升设计质量、压缩研发周期与降低成本方面的巨大价值;更通过体系化的实施路径,实现了检查能力从项目定制化向领域可复用的跨越,为汽车研发的数字化转型提供了坚实的方法论与实践工具。
展望未来,面对汽车产业“新四化”与“双碳”目标的深度演进,可制造性智能检查体系将继续向智能化、协同化与绿色化方向深化。下一步将探索引入深度学习与强化学习算法,利用积累的海量检查数据训练模型,实现检查规则的自我进化与决策优化,推动体系从当前的过程自动化向更高层次的智能决策跃迁。同时,构建覆盖主机厂、供应商与装备商的云端协同平台,打通全供应链的数据流与业务流,形成协同质量提升的生态合力。此外,将材料碳足迹、工艺能耗等绿色指标纳入评估维度,形成“可制造性”与“低碳性”并重的双目标优化体系,助力汽车产业绿色低碳转型。本研究奠定的基础,将为应对这些未来挑战提供持续的技术动力与发展框架。
_1.png)
__1.jpg)
__1.jpg)

 咨询电话:13298357687 游老师
咨询电话:13298357687 游老师
 邮箱:cdsn@cdsnet.com.cn
邮箱:cdsn@cdsnet.com.cn
 地址:北京市丰台区花乡高立庄616号新华国际中心C座3层
地址:北京市丰台区花乡高立庄616号新华国际中心C座3层

微信公众号